We reconstruct the past from 'sources': objects,
remains and texts. They are discovered, excavated, collected and preserved, serving as sources to
reconstruct and study our history. As a society, we derive our identity, our
‘sense of belonging’ from this heritage - these objects. But as soon as these
objects became historical source and put in museums and storage, they left some
of their soul behind. These utensils
lost their function, their nearness and role in human lives, their materiality.
With True replicas I want to give these objects their
soul back: their function and the experience of their materiality. Therefore I
use the replica, aiming to stretch the boundaries of traditional notions of the
replica as an autonomous object based on a historical source. The replica as a
means to give back a historical 'untouchable' object its function and material
experience.
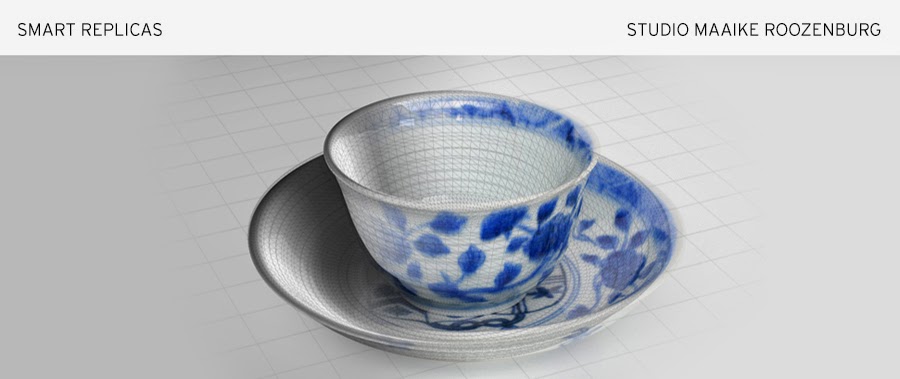
The goal of the project is not to make the most
literal copy of the original. I want to use 3D prototyping technology combined
with the traditional techniques used in the original to make these replicas.
Merging material and immaterial heritage. Here in Jingdezhen I will explore how
I can replicate a series of 17th century Chinese porcelain by using 3D scanning
an printing techniques and by applying the ongoing tradition of porcelain
production that still is (almost) unchanged since the production of the
originals. The whole process of making these replicas will play a essential
role in these new objects. Looking for true replicas in its most literal sense.